1 Purpose
Unify the operation concept, realize the balanced and stable production of rotary kiln, further reduce the heat consumption of clinker burning, make full use of low-grade fuel, and ensure that the operation cycle of rotary kiln is more than eight months.
2 Scope of use
This regulation is applicable to the central control operation of ¢4.8×74m RF5/NC new dry process rotary kiln.
3 Guiding ideology
3.1 Ensure the best thermal system, continuously optimize the process parameters, and ensure the long-term high-quality, stable, high-yield and low-consumption operation of rotary kiln;
3.2 Establish the overall concept, coordinate and cooperate closely with the raw material system and coal mill system;
3.3 Three shifts operate in a unified manner, and reasonably match the wind, coal, material and kiln speed to ensure the balance of thermal system;
3.4 Make full use of the preheater gas analyzer and the kiln tail gas analyzer, reasonably match the proportion of furnace and kiln coal, and ensure complete combustion of fuel.
3.5 It is strictly forbidden to have high temperature in the kiln chute and the kiln tail smoke chamber to prevent the crusting and blockage of the preheater cyclone, decomposition furnace, kiln tail smoke chamber and other parts.
3.6 Maintain a reasonable thermal intensity distribution in the rotary kiln, protect the kiln skin and lining, and extend the operation cycle of the kiln system;
3.5 Reasonably adjust the grate bed speed of the grate cooler and the air volume of each chamber to improve the heat recovery efficiency.
4 Kiln system process flow
4.1 Raw material entering the kiln: The raw material enters the raw material standard bin in seven zones through the manual gate valve at the bottom of the raw material bin, the electric pneumatic valve, and the electric flow valve; the raw material after aeration and homogenization passes through the manual gate valve, the electric pneumatic valve, the electric flow valve, the chute, and the belt bucket, and is fed into the preheater;
4.2 In the RF5/5000 preheater, the raw material and the hot air flow undergo heat exchange, and after reaching the C4A and C4B cyclones, they enter the decomposition furnace for calcination, and then enter the five-stage cyclone for material-gas separation, and then the material enters the kiln for calcination;
4.3 The NST-1 decomposition furnace consists of a furnace body and an exhaust pipe. The three-stage air duct is tilted into the furnace on one side, and the material enters the furnace from two discharge ports. The decomposed material is collected by the five-stage cyclone and then enters the kiln for calcination;
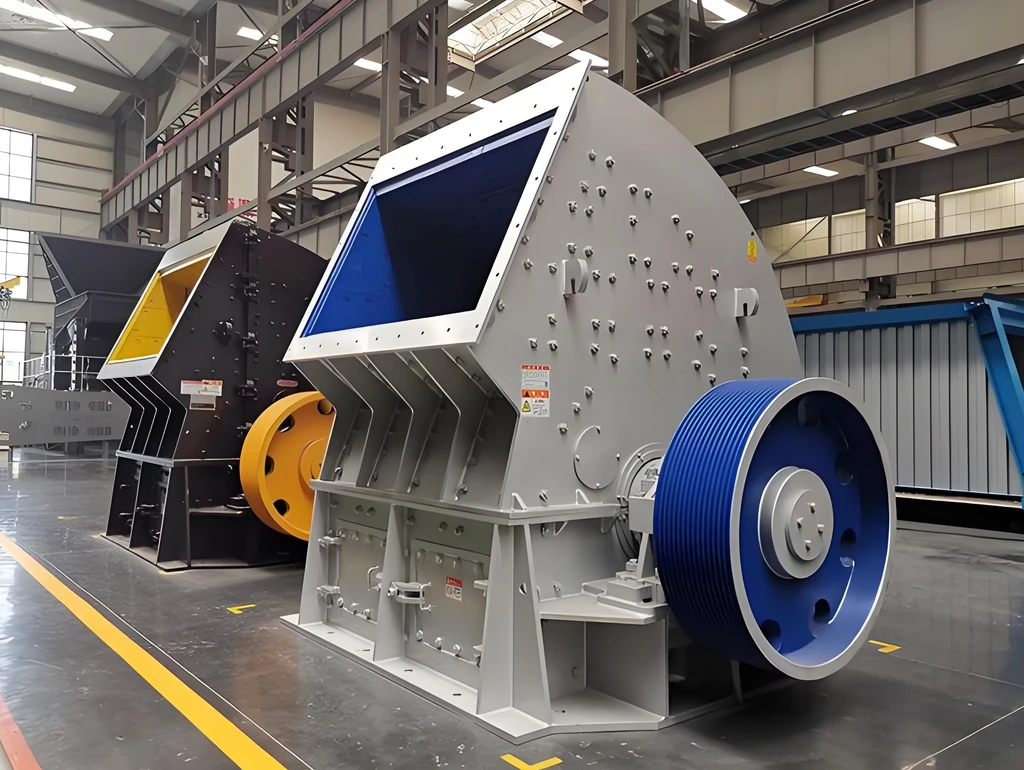
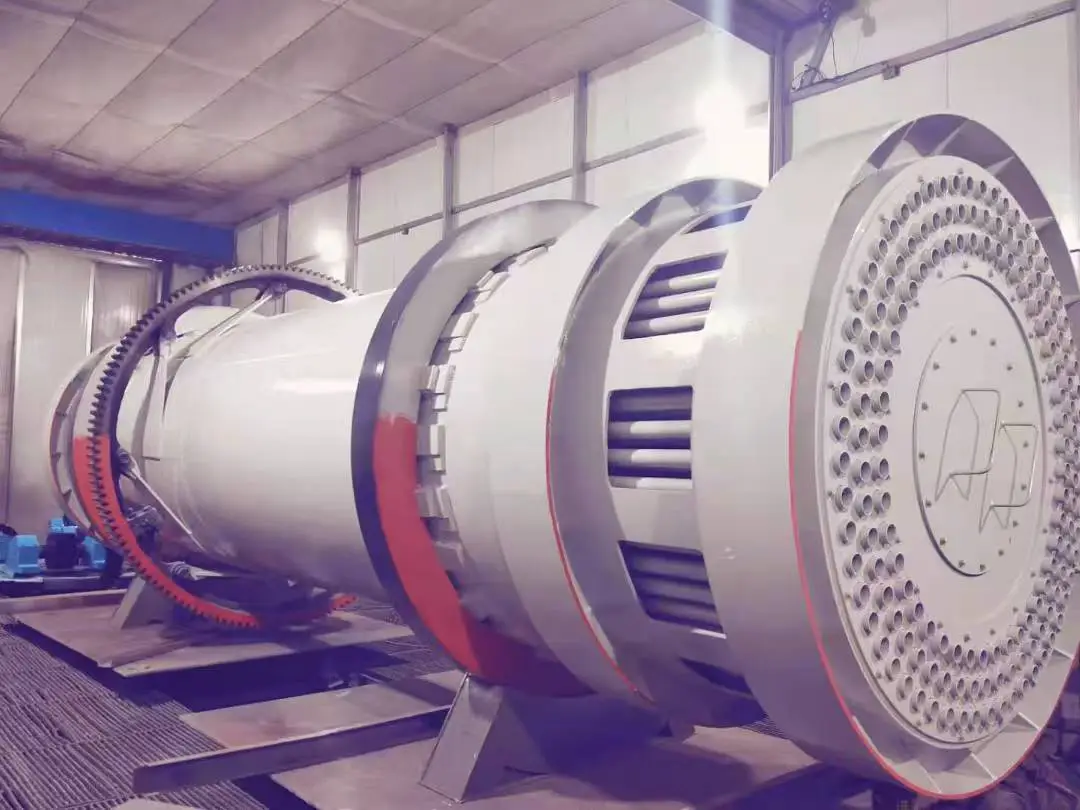
4.4 The specifications of the rotary kiln are φ4.8×74m; slope: 4%; main drive speed: max4.0 r/min; production capacity: 5000t/d;
4.5 The grate cooler adopts a three-stage grate cooler (NC39325), and the stroke adopts hydraulic method; the actual area of the grate bed is 121.2m2. The dust under the dust collector at the kiln head is combined with the clinker out of the grate cooler and sent to three clinker warehouses through the skirt conveyor. The hot air from the high temperature section of the cooler enters the kiln as the secondary air of the kiln through the kiln head cover, and enters the decomposition furnace as the tertiary air. The hot air from the medium temperature section of the cooler enters the coal mill to dry the raw coal; the remaining gas is discharged into the atmosphere after being precipitated by electric dust collector;
4.6 Waste gas treatment: The high temperature gas of the preheater is sucked by the high temperature fan, and then cooled by the humidification tower as the drying heat source of the raw material system or discharged into the atmosphere after being precipitated by electric dust collector at the end of the kiln.
5 Preparations before ignition of rotary kiln
5.1 Process, mechanical and electrical professionals shall inspect and confirm each equipment by profession;
5.2 Notify the site to check the preheater system, confirm whether the manhole door and cleaning hole are closed, confirm that the slide pipe is unobstructed by throwing the ball, and lift each flap valve;
5.3 Confirm that the compressed gas and cooling water pressures are normal;
5.4 Confirm that the oil level of the diesel tank at the kiln head is greater than 60%;
5.5 Confirm that the DCS system is in normal condition;
5.6 Confirm that the parameters and adjustment system displayed by the central control are normal and consistent with the site;
5.7 Confirm the storage situation of the coal powder bin at the kiln head. If the coal powder is insufficient, notify the coal mill to start the hot air furnace and start the coal mill;
5.8 The process technician calibrates the coordinates and ignition point position of the burner, and formulates the temperature rise curve according to the process requirements;
5.9 Notify the site to plug the oil gun to check whether the oil circuit is unobstructed, and start the oil pump on site 1 hour in advance for oil circulation;
5.10 Start the high-temperature fan lubrication station and the kiln main reducer lubrication station.
6 Rotary kiln ignition and heating
6.1 Close the cold air damper of the preheater, close the high-temperature fan inlet damper, close the fan damper of the kiln tail system, start the fan of the kiln tail system, and appropriately open the raw material mill bypass damper and the fan damper of the kiln tail system to ensure a slight negative pressure at the kiln head;
6.2 Replace the oil gun throttle plate (¢2.0mm or ¢2.5mm) on site, plug the oil gun, and connect the oil gun oil pipe;
6.2 Fully open the inner and outer flow wind dampers of the burner, start the primary fan at the kiln head, and set the speed to 400rpm;
6.3 Fully open the return oil valve, start the diesel pump on site (it can be circulated in advance), and close the return oil valve two minutes before ignition;
6.3 Use a torch to ignite on site, and after confirming that the fire is lit, adjust the oil injection amount, primary air volume and the opening of the inner and outer flow dampers of the burner according to the flame shape;
6.4 Contact the raw material system to start the raw material storage conveying equipment and the humidification tower conveying system;
6.5 When the temperature at the kiln tail rises to 200-300℃, start adding appropriate amount of coal powder (1 ton/hour) to implement oil-coal mixed combustion. Pay attention to prevent the burner from flameout after coal feeding, notify the on-site inspector to watch the fire, communicate with the operator at any time and make adjustments;
6.6 When the preheater outlet temperature reaches 50℃, start the preheater top emergency fan;
6.7 When the kiln tail temperature rises to above 350℃ and the preheater outlet temperature exceeds 120℃, close the kiln head main exhaust fan damper, start the kiln head main exhaust fan, close the preheater outlet damper, and maintain the kiln tail negative pressure of 0~-40Pa;
6.8 When the preheater outlet temperature rises to 300℃, start the kiln tail system fan, try to control the high temperature fan outlet negative pressure, and ensure that the high temperature fan can be pulled;
6.9 Strictly control the kiln head negative pressure, and ensure that the pulverized coal can be completely burned, while preventing the preheater outlet temperature from being too high. When the kiln head hood negative pressure is lower than -200Pa, gradually start the cooler air beam fan;
6.10 When the kiln tail temperature is greater than 800℃, start continuous slow kiln rotation.
6.11 Rules for slow kiln rotation during heating:
Kiln tail temperature (degrees) Kiln rotation interval Rotation (degrees)
100-200 24h 120
200-300 8h 120
300-400 4h 120
400-600 1h 120
600-700 30min 120
700-800 15min 120
≥800 Continuous kiln rotation 120
Note: In case of heavy rain or strong wind, the kiln should be rotated continuously.
6.12 When there is too much material accumulated on the first stage of the grate cooler, the central control starts the clinker conveying system, and the speed of the first stage of the grate bed is operated as low as possible or intermittently to quickly increase the secondary air temperature;
6.13 When the temperature at the kiln tail reaches above 950℃, the feeding operation can be carried out according to the heat storage in the kiln and other conditions are met.
6.14 After two minutes of feeding the rotary kiln, start the coal feeding system of the decomposition furnace and feed the decomposition furnace with coal. The coal feeding amount is adjusted according to the temperature in the middle of the decomposition furnace, and the temperature in the middle is not allowed to exceed 870℃;
6.15 When the outlet temperature of the humidification tower reaches about 220±20℃, the water spraying operation is carried out. Before starting the humidification tower program, the water pump and the number of nozzles should be selected. After the outlet temperature of the humidification tower is stable, switch to automatic water spraying.
7 Preparation for feeding
7.1 One hour before feeding, throw the ball and release the flap valves of all levels of the preheater;
7.2 When the temperature at the kiln tail reaches above 800℃, notify the site to start the kiln slow rotation transmission device, and continuously rotate the kiln slowly, and notify the lubrication team to add graphite lithium grease to the wheel band;
7.3 When the bricks in the kiln are replaced for more than 5 meters and the temperature at the kiln tail is above 650℃, pre-feeding operation is carried out, and the pre-feeding amount is not allowed to exceed 28 tons;
7.4 Start the clinker conveying system, and keep the second and third stage grate beds running at low speed;
7.5 Notify the laboratory and various professional security and other relevant departments;
7.6 Start the kiln head electric dust collection dust conveying system;
7.7 When the outlet temperature of the kiln head electric dust collection reaches 60℃, notify the site to charge;
7.8 When the outlet temperature of the kiln tail electric dust collection reaches 60℃, notify the site to charge;
7.9 Notify the site to check the tail and head of the kiln bucket to ensure that the material is unobstructed during feeding;
7.11 Start the dust collection system at the bottom of the homogenization silo and the circulating aeration system in the silo, set the standard silo material level to 120 tons, start the raw material feeding system, but keep the raw material feeding scale and outlet pneumatic damper of the standard silo closed;
7.12 When the tail temperature reaches above 950℃, the feeding operation can be carried out according to the heat storage in the kiln and other conditions are met.
8 Rotary kiln feeding
8.1 Notify the on-site inspection worker to stop the slow rotation of the rotary kiln, disengage the slow rotation clutch, set the kiln speed to 0.4~0.5rpm, and start the kiln main motor;
8.2 Close the high-temperature fan inlet damper, set the speed to 200rpm, start the main motor, and after the fan runs smoothly, gradually open the fan inlet damper and adjust the fan speed according to the preheater outlet pressure. When feeding, the fan speed is controlled at about 450rpm, and the negative pressure at the outlet of the preheater is less than 1200Pa;
8.3 According to the wind pressure of the kiln head hood, start the fans of the remaining chambers of the cooler;
8.4 The rotary kiln is fed with 120t/h for the first time;
8.5 When feeding, the wind, material and coal change greatly. Notify the on-site inspection workers to shake the flap valves at all levels to ensure that the materials are unobstructed when feeding;
8.7 Notify the raw material system to adjust the opening of the fan damper at the outlet of the electrostatic precipitator to ensure that the negative pressure at the outlet of the kiln main exhaust fan is -150~-300Pa. When the outlet temperature of the kiln main exhaust fan reaches 200℃±10℃, the humidification tower sprays water;
8.8 When the clinker enters the cooler, gradually increase the grate speed and grate cooler air volume. At this time, it should be:
8.8.1 Increase the second and third wind temperatures;
8.8.2 Stabilize the negative pressure of the kiln head hood;
8.8.3 Prevent the formation of "snowmen".
8.9 After the kiln is stably charged, notify the site to stop the diesel pump and remove the oil gun.
9 Furnace operation
9.1 When the temperature in the furnace reaches 450℃ or above, start the primary fan of the TDF furnace burner; when the temperature at the kiln tail reaches 500℃, start the kiln tail tongue plate cooling fan;
9.2 When the SP kiln is running stably and the outlet temperature of the decomposition furnace reaches 500℃, the furnace can be charged;
9.4 After contacting the site to confirm that the coal powder conveying system of the decomposition furnace is normal, set the minimum coal feeding amount to start;
9.5 Add air before feeding coal (adjust the grate cooler fan, high temperature fan, tertiary wind baffle, and the internal and external flow opening of the burner), and adjust the coal feeding amount to confirm that the coal powder is completely burned in the furnace;
9.6 When the coal powder ignites and the temperature of the preheater system rises, add materials according to the situation;
9.7 Gradually increase the kiln speed according to the thermal working conditions in the kiln (kiln current) and the temperature and pressure conditions of each point in the preheater. By analogy, gradually increase the kiln feed rate according to this step;
9.8 During the entire furnace feeding process, pay close attention to the system temperature, pressure, O2, CO content, and kiln and furnace coal feeding amount; during the furnace feeding process, the kiln head coal feeding amount is greater than the furnace feeding amount; after the kiln is fully loaded, the kiln head coal feeding amount gradually decreases, and the furnace coal feeding amount gradually increases. The ratio of the two is Wfurnace: Wkiln = (60~55%): (40~45%); in principle, the kiln and furnace coal feeding amount is determined by the kiln operating output and quality.
10 Humidification tower water spraying operation
10.1 The kiln tail dust collection system is mainly composed of a humidification tower and an electrostatic precipitator. The main function of the humidification tower is to humidify and cool the kiln tail exhaust gas, so that the resistivity of the dust is 104-1011Ω.cm, so as to improve the dust collection efficiency of the electrostatic precipitator. The main function of the electrostatic precipitator is to collect the raw material powder of the vertical mill and the dust in the kiln tail exhaust gas, so as to keep the exhaust gas discharged into the atmosphere in line with the national emission standards.
√ The humidification methods of flue gas: one is to spray water in the humidification tower; the other is to spray water in the vertical mill.
√ There are two ways to adjust the water spray amount of the humidification tower: one is to adjust the number of nozzles; the other is to adjust the opening of the return valve on the return pipe.
√ When the vertical mill is running: the outlet temperature of the humidification tower is controlled between 200 and 250℃. The main way to humidify the flue gas is to adjust the number of nozzles, stabilize the outlet temperature of the humidification tower with the opening of the return valve, and stabilize the outlet temperature of the mill by spraying water from the vertical mill. Finally, make reasonable adjustments according to the inlet temperature of the electrostatic precipitator.
√ When the vertical mill is stopped: the flue gas enters the electrostatic precipitator through the bypass without passing through the vertical mill. At this time, the outlet temperature of the humidification tower is controlled at about 170℃ as much as possible to keep the ash hopper from getting wet.
When the 1618 and 1506 fans fail and stop, the humidification tower spraying should be stopped immediately to prevent the bottom from getting wet.
11 Full load operation
11.1 Feed materials and coal as stably as possible and reduce unnecessary adjustments. Even if adjustments are made, they should be small to maintain the stability of the kiln thermal system;
11.2 During normal operation, the grate speed should be adjusted according to the grate plate temperature, lamination, and grate bed accumulation;
11.3 Pay attention to the negative pressure and temperature of each stage of the preheater to prevent system blockage.
11.4 Process parameter control values (normal production at full load)
1506 outlet negative pressure: -50~-70Pa Kiln tail negative pressure: about -300 Pa
1506 inlet: CO content <0.1% Kiln tail temperature: 1000~1150℃
O2 content at the first tube outlet 3.5~4.5% Apparent decomposition rate of raw materials entering the kiln: >90%
1506 high temperature fan inlet temperature: 200℃ Kiln current: 500~800A
First tube outlet negative pressure: -5500 Pa Kiln tube temperature: <380℃
Humidification tower inlet temperature: 330℃ Firing zone temperature: 1350~1450℃
Kiln head cover negative pressure: -20~-50 Pa
Third air temperature: >850℃ 1528 first chamber grate lower pressure:
Five-stage tube: outlet temperature 860~880℃ 4800~5500 Pa
Slide temperature 850~870℃ 1538Inlet temperature: 200~250℃
Cone negative pressure -1500 Pa
12 Kiln shutdown operation
12.1 Kiln shutdown for planned or long maintenance time.
12.1.1 After receiving the specific kiln shutdown time notification, estimate the amount of coal powder in the two coal powder bins one day in advance by reverse calculation based on the specific kiln shutdown time.
12.1.2 Determine the coal mill shutdown time based on the amount of coal powder in the coal powder bin.
12.1.3 When the coal powder bin level of the decomposition furnace is about 15%, the kiln feed rate is reduced to 250~300t/h and preparations for kiln shutdown are made.
12.1.4 When the coal powder bin level of the decomposition furnace is about 3%, the operator is ready to cut off the coal at any time and notify the site to knock the bin cone and coal powder conveying pipeline.
12.1.5 Once the coal is out of the decomposition furnace scale, set the coal feeding amount of the decomposition furnace to 0t/h, close the three-time wind damper, adjust the system air consumption, and reduce the kiln feeding amount to 110-130t/h.
The entire shutdown process needs to be operated smoothly, and fast and strong wind operation is strictly prohibited to prevent crusting and accumulation of materials from clogging the preheater.
12.1.6 Before and after stopping the kiln, the amount of raw materials in the standard bin should be reasonably controlled according to the amount of coal powder in the coal powder bin at the kiln head.
12.1.7 Stop the coal feeding system of the decomposition furnace and slowly reduce the kiln speed.
12.1.8 When there is only a small amount of coal powder left in the kiln coal powder bin, stop the unloading group, and when emptying the standard bin, set the feeding amount to 0t/h, and stop the humidification tower spraying.
12.1.9 When the raw material conveying group equipment entering the kiln is empty, stop the internal discharge of the humidifying tower and switch to the external discharge, and then stop the raw material conveying group equipment entering the kiln; start the emergency fan on the top of the preheater to prevent hot air from entering the chute and belt bucket.
12.1.10 Gradually reduce the amount of coal fed to the kiln head, reduce the air consumption of the system, and reduce the kiln speed.
12.1.11 When the coal powder bin at the kiln head is emptied, notify the maintenance worker to knock on the coal delivery pipe at the cone of the bin and stop the coal supply system, confirm that the kiln is empty, and stop the kiln.
12.1.12 Stop the electric dust collector at the end of the kiln.
12.1.13 Stop the burner fan (1527) 4 hours after the kiln head is out of coal.
12.1.14 Stop the main motor of the high-temperature fan and start the auxiliary transmission.
12.1.15 Stop the main transmission of the kiln and notify the site to switch to the auxiliary transmission. In order to prevent the deformation of the kiln shell, the kiln should be turned intermittently during the cooling period.
Kiln rotation guidelines
1st hour: Rotate once every 5 minutes at the lowest speed or continuously (operate with auxiliary motor)
2nd hour: Rotate once every 10 minutes
3rd hour: Rotate once every 15 minutes
4th hour: Rotate once every 20 minutes
5th to 8th hour: Rotate once every 25 minutes
When the kiln firing zone barrel temperature reaches about 100℃, that is, before actual cooling, it needs to be rotated every 30 minutes. When using auxiliary motors to rotate the kiln, rotate 120 degrees each time. On rainy days, hot kilns need to be operated continuously. Grate plates, grate coolers, hammer crushers and clinker chutes should also be operated.
12.1.16 Stop kiln belt cooling fan and kiln head cooling fan.
12.1.17 Before and after stopping the kiln, when the kiln is cut off, the air volume of the cooler wind chamber should be reduced accordingly according to the reduction of kiln feed volume, and the air volume of the kiln head exhaust fan should be reduced at the same time.
12.1.18 When there is no "red material" on the grate bed of the grate cooler, stop the cooling fan. After the clinker on the grate plate is delivered, stop the grate cooler transmission system.
12.1.19 After stopping 1538, stop the 1537EP electric field, and then stop the electric field vibration.
12.1.20 Stop the 1537 conveying and transportation equipment.
12.1.20 When the inlet temperature of the high-temperature fan is lower than 100℃, stop the auxiliary transmission and stop the EP exhaust fan at the electric dust collector outlet (1618) at the end of the kiln.
12.1.21 After stopping the kiln, stop the thin oil station and hydraulic stop wheel in the kiln, and notify the machinery to use a pad to support the hydraulic stop wheel to prevent the kiln from sliding down.
12.1.22 After the material in the ash hopper of the humidifying tower is transported, stop the dust discharge of the humidifying tower.
12.2 Temporary kiln stop
12.2.1 Stop feeding, stop decomposition furnace, and reduce kiln head coal feeding appropriately.
12.2.2 Reduce the system air volume, stop the kiln main exhaust fan, and use auxiliary transmission instead.
12.2.3 Stop the kiln main motor, close the slow rotation, and adjust the kiln according to the kiln adjustment procedure.
12.2.4 Check the preheater and do a ball throwing test.
12.2.5 Pay attention to system insulation and be ready to feed at any time.
13 High-temperature fan trip operation
13.1 Adjust the 1538 baffle and the fan baffles of each room of the cooler to control the kiln head suction to -50~-100Pa to prevent system positive pressure.
13.2 Exhaust dust from the humidification tower, stop kiln feeding and furnace coal feeding, reduce coal appropriately at the kiln head, and notify the site to adjust the kiln according to the regulations.
13.3 Notify the site to check the preheater to prevent the collapse of materials and blockage of the chute at all levels.
13.4 Keep the high-temperature fan running slowly as much as possible.
13.5 Pay attention to the collapse of the humidification tower.
13.6 Make all preparations for insulation and feeding.
13.7 Notify relevant personnel to find the cause of the fault and deal with it.
14 Cooler stage one trip operation
14.1 Determine the recovery time according to the cause
14.1.1 Take the following measures within 10 minutes: reduce the material, reduce the kiln speed, reduce the coal and reduce the air volume of the system, appropriately increase the opening of the fan damper of each room of the cooler stage one, and pay attention to maintaining the negative pressure at the kiln head;
14.1.2 If the downtime exceeds 15 minutes, stop the kiln.
15 Stopping and resuming operation due to failure of clinker conveyor line
15.1 Determine the recovery time according to the cause
15.1.1 5 minutes, no major operation adjustment;
15.1.2 Consider reducing kiln speed, reducing materials, and system air volume for 5 to 15 minutes, appropriately reduce the speed of the first and second grate beds, increase the air volume, and pay attention to the changes in current and pressure to avoid "snowmen" at the front end of the first stage;
15.1.3 If the current of the first and second stages is too high and the pressure is too high for more than 15 minutes, and the fault is still not handled properly, stop the kiln;
15.2 Resuming operation
15.2.1 After the treatment is completed, when starting the clinker conveyor group, pay attention to the grate speed of the three-stage grate bed to prevent the crusher and conveyor line from overloading and stopping.
16 Raw material leakage
16.1 Phenomenon: kiln current drops significantly, NOx and O2 concentrations drop, kiln tail temperature drops, grate cooler chamber pressure rises, kiln is blurry, 1537 inlet temperature rises.
16.2 Raw material leakage treatment
16.2.1 General situation: appropriately increase coal feeding, reduce kiln speed, increase grate cooler speed, and appropriately increase system exhaust.
16.2.2 More serious situation: increase coal feeding, reduce kiln speed, reduce feed amount, increase grate cooler speed, and close the tertiary wind damper.
16.2.3 Severe situation: stop feeding, kiln speed drops to the minimum, notify the site to watch the fire, if there is no flame in front of the kiln, insert an oil gun to assist combustion, and wait until the kiln current no longer has a downward trend, and then proceed with the feeding operation.
17 Grate cooler fan trips and stops
17.1 If any of the first-stage grate bed fans stops due to a fault, if it cannot be quickly restored, the kiln will be stopped for processing;
17.2 If one of the second-stage grate bed fans trips and stops, when it is impossible to quickly restore, reduce the feed, kiln speed, and coal, increase the grate bed transmission speed, and increase the air volume of the remaining fans to gain time for emergency repairs.
17.3 If one of the three-stage grate bed fans trips and stops, when it is impossible to quickly restore, reduce the feed, kiln speed, and coal, increase the grate bed transmission speed, and increase the air volume of the remaining fans to gain time for emergency repairs.
18 Cyclone blockage
18.1 Phenomenon: The temperature at the bottom of the cyclone drops, the negative pressure rises sharply, and the outlet temperature of the next-stage cyclone will rise sharply.
18.2 Treatment: Stop the kiln and clear the material.
19 Power outage operation and recovery
19.1 When the system is powered off
19.1.1 Notify the site to slow down the kiln. The slow-down time interval should be slightly shorter than when the kiln is stopped with an empty kiln;
19.1.2 Determine whether to notify the site to pull out the burner depending on the length of the recovery time;
19.1.3 Set the values of each adjustment group to the values of normal shutdown;
19.1.4 Notify the site to check the relevant equipment (preheater, etc.) and deal with existing problems in a timely manner;
19.2 Recovery operation
19.2.1 After the electrical personnel supply power, the site confirms that the main and auxiliary equipment are normal, and then the recovery operation can be carried out;
19.2.2 Start 1527, and confirm whether to use oil and the heating speed according to the length of the kiln shutdown time and the temperature in the kiln;
19.2.3 Start each lubrication device;
19.2.4 Start the first and second chamber fans and clinker conveyor to remove the clinker accumulated on the grate bed as soon as possible;
19.2.5 Other operations shall be carried out strictly in accordance with the above 7, 8, and 9.
20 Burner (1526) operation
20.1 Before ignition and heating, the technician shall calibrate the burner coordinates and the position of the ignition point and keep records;
20.2 During ignition and heating:
20.2.1 Heating shall be carried out according to the established heating curve. During the heating process, the oil volume, the internal and external flow and central flow of the burner, and the ventilation in the kiln should be reasonably adjusted to obtain the ideal combustion condition and avoid incomplete combustion;
20.2.2 If the burner is extinguished during the heating process, the above-mentioned 6.5.7 should be followed;
20.3 During normal production:
20.3.1 According to the kiln skin condition, clinker quality and system thermal condition, contact the technical personnel to reasonably adjust the burner air flow to obtain the ideal kiln skin condition and ensure the long-term stable operation of the kiln system;
20.3.2 Check the fire frequently. If the burner is found to have accumulated material and affects the flame, the on-site personnel should be notified in time to clean it up;
20.4 When the kiln is stopped abnormally, the burner should be protected, depending on the kiln stop time. If the time is long, refer to 12.1.13 for execution. When resuming, the operator can control the heating speed according to the actual situation.
21 Kiln power interpretation operation
The current and power consumption of the kiln motor not only provide the calcination condition, but also the crusting condition. Slight fluctuations indicate normal and uniform crusting, while large fluctuations indicate uneven crusting or crusting on one side, and the curve on the recording tape becomes narrower or wider accordingly. The kiln drive current is a function of the kiln speed, feed amount, kiln skin condition, kiln heat, and the amount of liquid phase in the material and its liquid phase viscosity. It reflects the comprehensive situation of the kiln and represents more and greater significance than any other parameter. The following are the kiln conditions represented by several transmission current change forms:
21.1 The kiln drive current is very stable and the trace drawn is very flat. It shows that the kiln system is very stable and the thermal system is very stable.
21.2 The trace drawn by the kiln drive current is very thin, indicating that the kiln skin in the kiln is flat or uneven, but the torque applied to the kiln during the kiln rotation is balanced.
21.3 The trace drawn by the kiln drive current is very thick, indicating that the kiln skin is uneven. During the rotation process, the torque generated by the kiln skin changes periodically.
21.4 The kiln drive current suddenly rises and then gradually decreases, indicating that the kiln skin or kiln ring in the kiln has collapsed. The greater the increase, the more kiln skins or kiln rings will collapse. Most of the collapses occur between the kiln mouth and the firing zone. When this happens, the kiln speed should be immediately reduced according to the rise of the curve (for example, if the kiln drive current rises by about 20%, the kiln speed should be reduced by about 30%), and the feed amount and decomposition furnace fuel should be appropriately reduced. Then, further measures should be taken according to the rate at which the curve slides down. At this time, the cooler should also be adjusted to increase the grate speed. After the curve turns, the kiln speed, feed amount, decomposition furnace fuel, etc. should be gradually increased to make the kiln return to normal. If this situation is not handled properly, adverse consequences such as raw burning of materials, overloading of the cooler, and damage to the grate due to excessive temperature will occur.
21.5 The kiln drive current remains high. There are four situations that can cause this result. First, the kiln is overheated, the firing zone is long, and the material is carried very high in the kiln. If this is the case, reduce the system fuel or increase the feed amount. Second, the kiln has a long kiln mouth ring and a high filling rate of materials in the kiln, which causes poor material granulation and increased dust returning from the cooler to the kiln. In this case, the feed amount should be appropriately reduced and measures should be taken to burn the front ring. Third, the material granulation performance is poor. Due to various reasons, the clinker is sticky and loose, and the material changes from rolling to sliding, making it difficult for the kiln to rotate. Fourth, the kiln skin is thick and long. At this time, the flame should be shortened and the burning belt should be shortened.
21.6 The kiln transmission current is very low, and there are three situations that can cause this result. First, the kiln is seriously under-burned, close to running raw materials. Generally, when the transmission current is found to be lower than the normal value and has a downward trend in operation, measures should be taken to prevent further decline. Second, there is a rear ring in the kiln. After the material accumulates to a certain extent after the ring, it rushes into the burning belt through the ring, resulting in a short burning belt, rapid burning of the material, and easy to form large lumps. The clinker has a lot of yellow core and high free calcium. When this happens, due to the small amount of fine materials in the burning belt, the burning temperature displayed by the instrument is generally very high. In this case, the material should be reduced and the rear ring should be removed. Third, the kiln skin is thin and short. At this time, the flame should be extended and the firing zone should be appropriately extended.
21.7 The kiln drive current gradually increases. There are three possible reasons for this situation. First, the kiln is moving towards a higher temperature. If the original clinker is under-burned, it means that the kiln is tending to be normal; if the original kiln is burning normally, it means that the kiln is tending to be overheated, and measures such as adding or reducing fuel should be taken to adjust it. Second, the kiln begins to grow a kiln mouth ring, the material filling rate is gradually increasing, and the sticky loose materials in the firing zone are increasing. Third, a long and thick kiln skin is forming.
21.8 The kiln drive current gradually decreases. There are two reasons for this situation. First, the kiln is moving towards a lower temperature. Adding or reducing fuel can produce this result. Second, as mentioned above, this situation can also occur when the unloading amount increases after the kiln skin or front ring collapses.
21.9 The kiln drive current suddenly decreases. There are also two reasons for this situation. First, the preheater and decomposition furnace system collapses, and a large amount of unpreheated materials suddenly rush into the kiln, causing the belts to move forward and the kiln to force burning. If not handled properly, raw materials may escape. At this time, measures should be taken to reduce the kiln speed and appropriately reduce the feeding amount to gradually restore to normal. Second, large pieces of crust fall on the slope at the end of the kiln, blocking the materials. After accumulating to a certain extent, a large amount of them suddenly enter the kiln, producing the same impact as the first situation. At the same time, large pieces of crust also hinder ventilation, poor fuel combustion, low system temperature, and low kiln drive current.
Relying on the kiln drive current (or torque) to operate the kiln, the information is clear, timely, and reliable, especially when combined with parameters such as firing temperature, kiln tail temperature, system negative pressure, and exhaust gas analysis to judge the conditions and changes in the kiln, it can be more accurate. It is impossible to reflect the kiln condition so comprehensively and accurately by relying on any other parameter alone. For example, the firing zone temperature parameter can only reflect the situation of the firing zone, and it is easily affected by dust and flames. However, the kiln current (or torque) can timely reflect the situation after the firing zone, and predict the situation of the firing zone about half an hour later, prompting the operator to make necessary adjustments. It is important to note that when a normal curve suddenly widens, this indicates that a large block has fallen. Usually, when the raw meal accumulated behind the large block flows out of the kiln mouth, the overall power consumption also decreases. In order to hold back the material again, the kiln speed must be significantly reduced and the fuel quantity increased accordingly. The falling of large blocks often means that the amount of clinker has suddenly increased and cannot be cooled sufficiently in the grate cooler. As a result, the conveying equipment downstream may suffer mechanical and thermal overloads. This is another reason why the kiln speed and the amount of raw meal may decrease if such a fault occurs. Increase the output again when the kiln operation returns to normal. Large fluctuations in the condition of the kiln lining can lead to damage to the lining due to insufficient kiln lining generation. Therefore, it is important to pay attention to the uniformity and good quality of the raw meal. Therefore, for the safe operation of the kiln, it is particularly necessary for the laboratory to carefully monitor the raw meal and clinker composition.